
יוניטיזעד גלאז פאָרהאַנג וואנט סיסטעם פונדרויסנדיק וואנט פּלאַן פאָרשלאָג אָווערסעאַס ינסטאַלירונג דעשיאָן קאַנסטראַקשאַן קאָנטראַקטאָר








טשאַראַקטעריסטיקס פון יוניטייזד פאָרהאַנג וואַנט
די הויפּט סיבות וואָס פירן צו די דעפלעקטיאָן פון די הויפּט סטרוקטור פון יידל קאַנסטראַקשאַן זענען: די קאַנסטראַקשאַן טעות פון יידל קאַנסטראַקשאַן, די אַניוואַן ייִשובֿ, די עקזיסטענץ פון מיקראָסעיסמיק נאָך נוצן, דיפאָרמיישאַן אין די ערדציטערניש.די יוניטייזד פאָרהאַנג וואַנט איז ינסערטאַד דורך די סלאָץ צווישן יעדער שכייניש טעלער און האט גוט יקספּאַנשאַן און דיפאָרמיישאַן קאַפּאַציטעט
יעדער אַפּאַראַט טעלער פון די יוניטייזד פאָרהאַנג וואַנט איז אַ גאַנץ, אַזוי די קאָרעוו דיספּלייסמאַנט פון יעדער אַפּאַראַט קאָמפּאָנענט איז גאָר קליין, און די אָרנטלעכקייַט פון די טעלער קענען נאָך זיין געראַנטיד נאָך די יקספּאַנשאַן און דיפאָרמיישאַן באַשטעטיק.
זינט די אַפּאַראַט גוף איז פארזאמלט אין דער פאַבריק און קענען זיין אינסטאַלירן גלייך נאָך טראַנספּאָרטאַד צו די פּלאַץ, אָן אַקיאַפּייינג אַ פּלאַץ פון פּלאַץ אויף דעם פּלאַץ און בלויז אַקאַונץ פֿאַר וועגן 30% פון די שטעקן פאָרהאַנג וואַנט, וואָס אַוווידז לאַנג-טערמין סטאַקינג און יפעקטיוולי ראַדוסאַז די אָנווער קורס פון האַלב-פאַרטיק פּראָדוקטן.

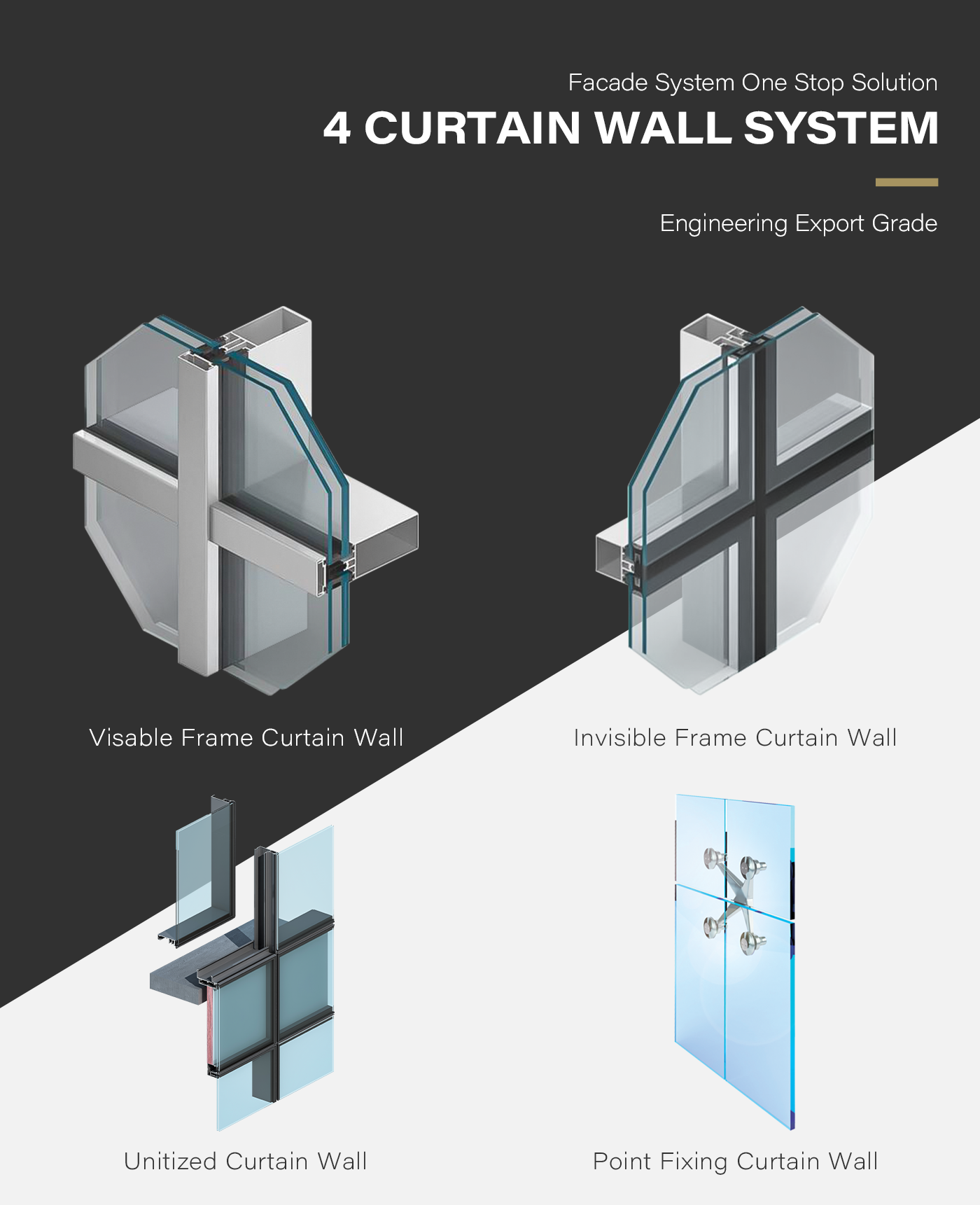
טשאַראַקטעריסטיקס פון יוניטייזד יקספּאָוזד ראַם פאָרהאַנג וואַנט, יוניטייזד פאַרבאָרגן ראַם פאָרהאַנג וואַנט, יוניטייזד האַלב-פאַרבאָרגן פאָרהאַנג וואַנט
| 01 | אַפּאַראַט פּלאַטעס זענען אַלע געענדיקט אין די פאַבריק וואַרשטאַט מיט הויך פֿאַרזאַמלונג אַקיעראַסי. |
| 02 | שנעל ינסטאַלירונג גיכקייַט, קורץ קאַנסטראַקשאַן צייַט, גרינג צו באַשיצן פאַרטיק פּראָדוקטן. |
| 03 | עס קענען זיין קאַנסטראַקטאַד סינטשראָנאָוסלי מיט די הויפּט סטרוקטור פון יידל קאַנסטראַקשאַן, וואָס איז וווילטויק צו פאַרקירצן די גאנצע קאַנסטראַקשאַן צייַט. |
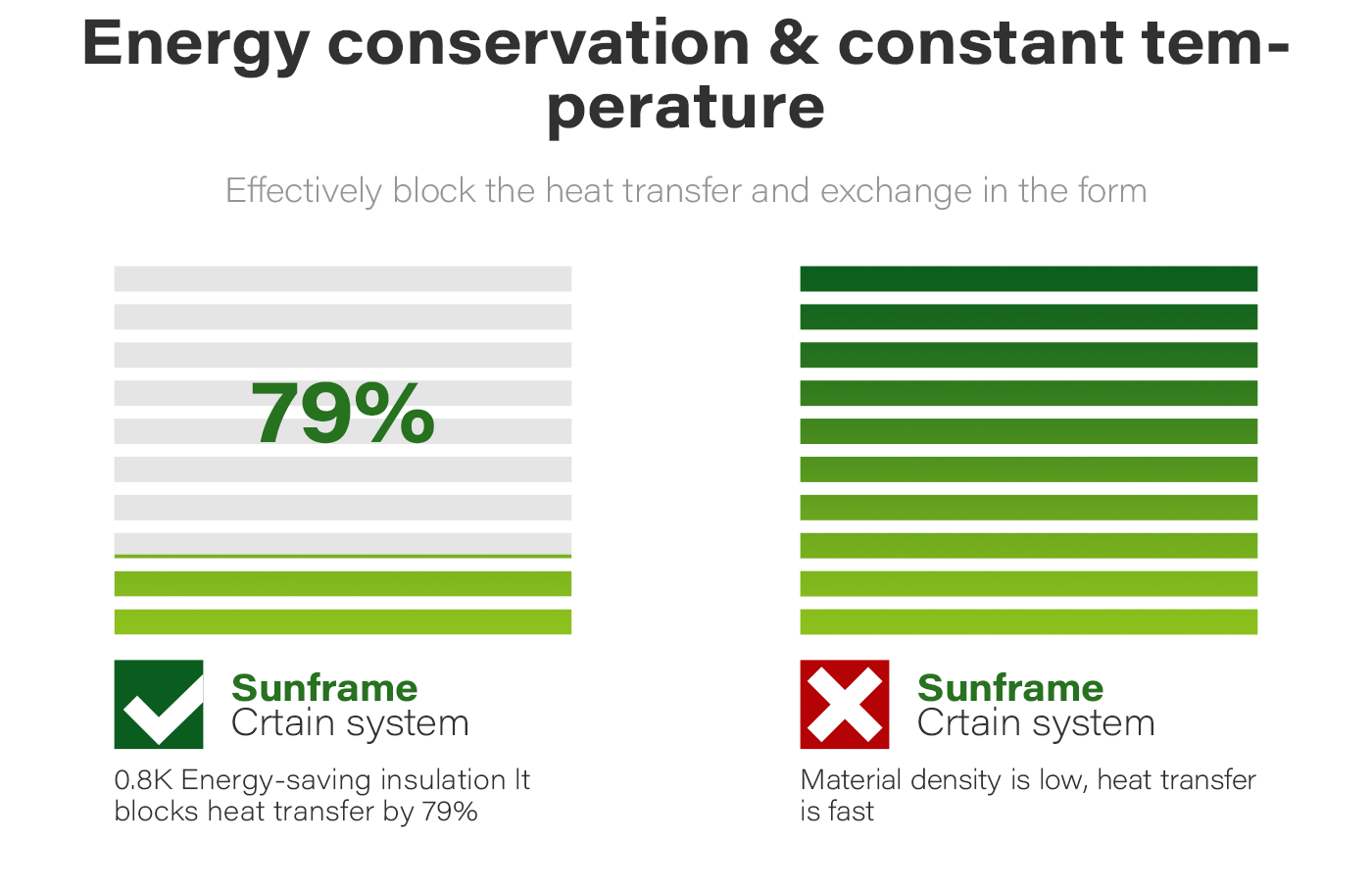
| 04 | די סטרוקטור אַדאַפּץ דעם פּרינציפּ פון דיקאַמפּרעשאַן שריט דורך שריט, און די דריינאַדזש סיסטעם איז באַשטימט ין, וואָס האט אַ גוט פאָרשטעלונג פון פּרעווענטינג רעגן סיפּ און לופט ינפילטריישאַן. |
| 05 | טעלער דזשוינץ זענען אַלע געחתמעט מיט ספּעציעל יידזשינג קעגנשטעליק גומע סטריפּס, וואָס מאכט די פאָרהאַנג וואַנט האט זיך-רייניקונג פֿונקציע און די ייבערפלאַך איז ווייניקער פּאַלוטאַד. |
| 06 | די פּלאַטעס זענען פארבונדן דורך טעלער גראַפטינג, מיט שטאַרק סייזמיק קאַפּאַציטעט |
פרייַ וניץ גלאז פאָרהאַנג וואַנט
| נאָרמאַל פּראָדוקטן | עס קענען זיין אינסטאַלירן און דיסאַסעמבאַל פרילי |
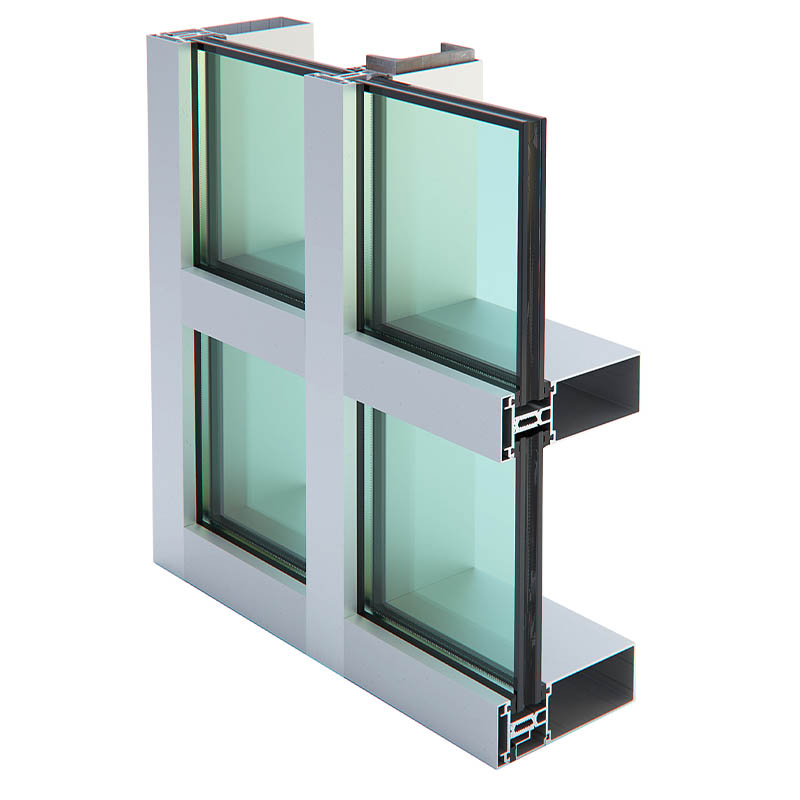
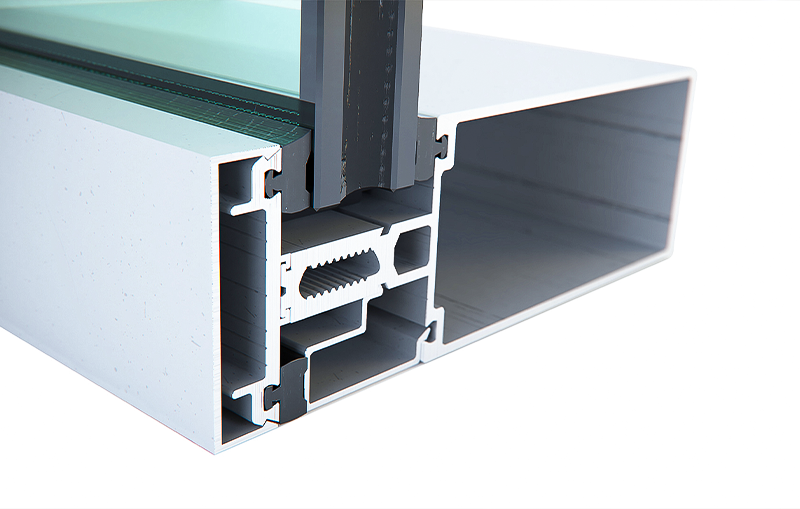
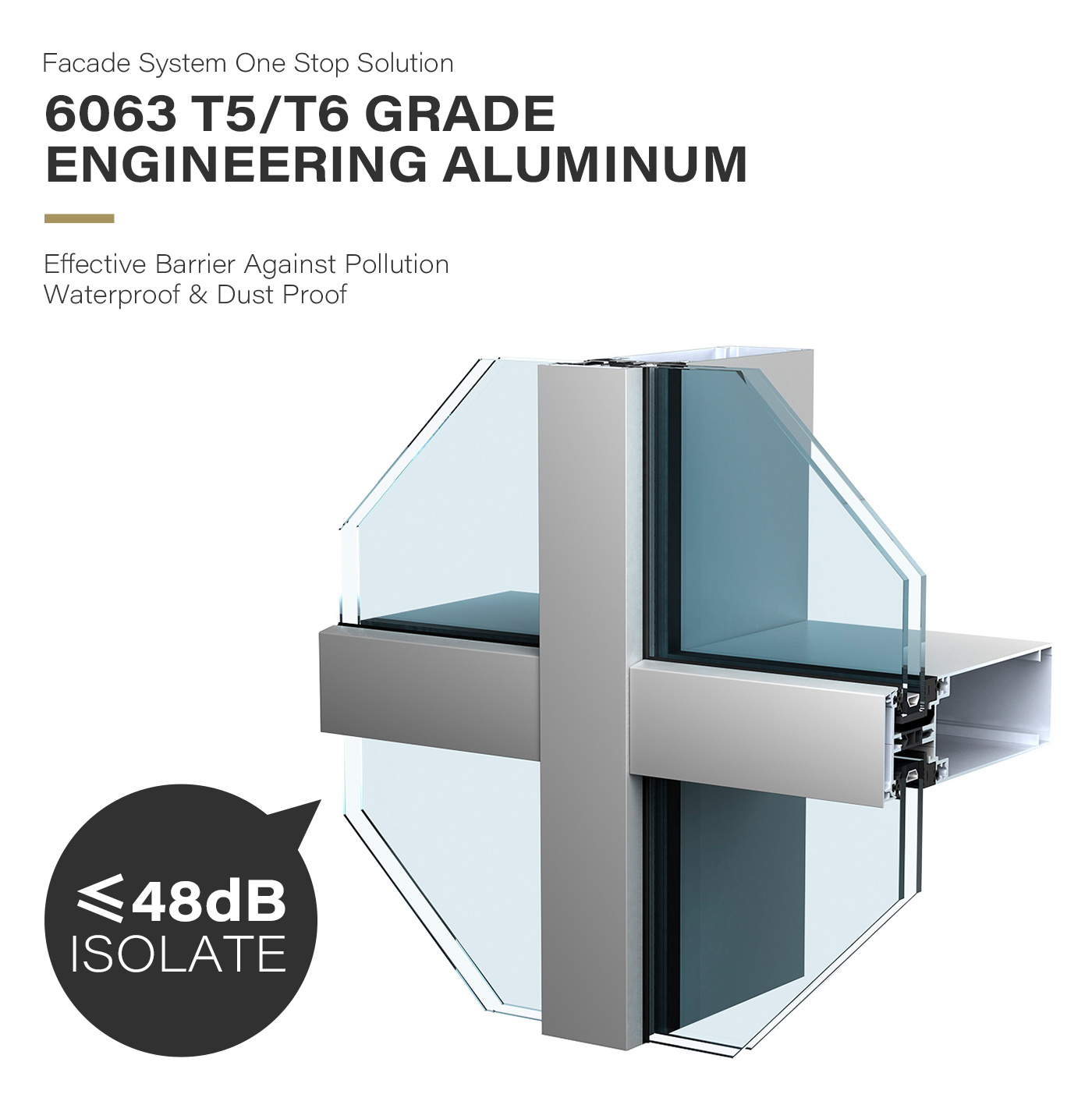
| סטרוקטור פֿעיִקייטן | די גלאז איז דער הויפּט אונטערטעניק צו ווינט דרוק דורך די קרוק טעלער אויף די פיר זייטן.דער פּלאַן פון סטראַקטשעראַל סילאַנט מאכט די סטרוקטור האָבן טאָפּל זיכערקייַט שוץ פונקציע |
| אַרקאַטעקטשעראַל ווירקונג | די ויסווייניקסט שורה פון דערזען איז קאַנסייס און לעבעדיק, מיט גוט לעדוירעס |
| אַפּפּליקאַטיאָן | עס קענען דערגרייכן גרויס צעטיילונג טעלער, וואָס איז פּאַסיק פֿאַר אַעראָפּאָרט, עקסהיביטיאָן זאַל און אנדערע ריזיק בנין |
זאַץ פּרינציפּ
1.אַסעמבאַל יעדער עלעמענט (מאַליאָן, האָריזאָנטאַל ראַם) אין אַפּאַראַט קאָמפּאָנענט ראַם אין דער פאַבריק, און ינסטאַלירן פאָרהאַנג וואַנט טאַפליע (גלאז, אַלומינום טעלער, שטיין, אאז"ו ו) אויף די קאָראַספּאַנדינג שטעלע פון אַפּאַראַט קאָמפּאָנענט ראַם צו פאָרעם עלעמענט קאַמפּאַזאַץ.
2.טראַנספּאָרט די קאָמפּאָנענט פֿאַרזאַמלונג צו די פּלאַץ און גלייַך פאַרריכטן עס אויף די הויפּט סטרוקטור דורך כויסטינג.
3.דער אויבערשטער און נידעריקער ראָמען (לינקס און רעכט ראָמען) פון יעדער אַפּאַראַט קאָמפּאָנענט זענען ינסערטאַד צו פאָרעם אַ קאָמבינאַציע רוט און פאַרענדיקן די דזשוינץ צווישן די אַפּאַראַט קאַמפּאָונאַנץ, יווענטשאַוואַלי פאָרעם די גאנצע פאָרהאַנג וואַנט.

שטעקן און יוניטייזד פאָרהאַנג וואַנט לויפן טשאַרט
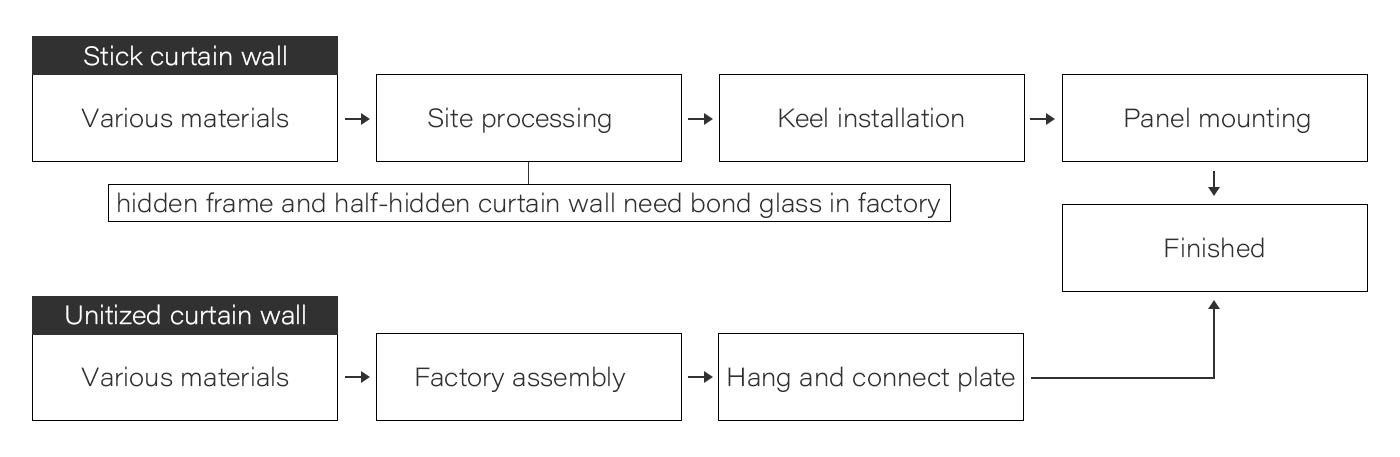

יונייטייזד פאָרהאַנג וואַנט ליפטינג

שטעקן פאָרהאַנג וואַנט ינסטאַלירונג

יונייטייזד פאָרהאַנג וואַנט ליפטינג

שטעקן פאָרהאַנג וואַנט ינסטאַלירונג
וואָטערפּרוף פאָרשטעלונג
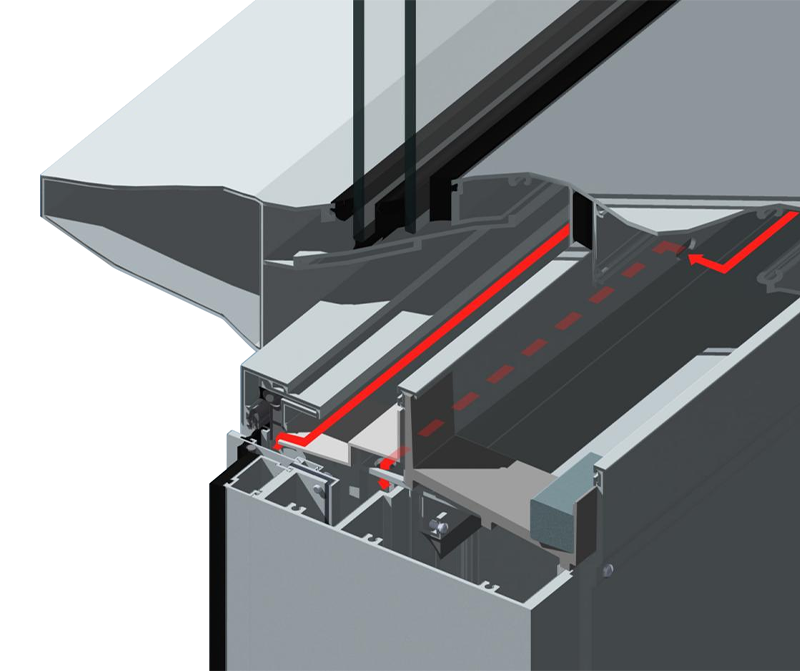

דריינאַדזש ריכטונג
*יוניטייזד פאָרהאַנג וואַנט אַדאַפּץ "סאָבאַריק פּרינציפּ", וואָטערפּרוף פאָרשטעלונג איז גוט
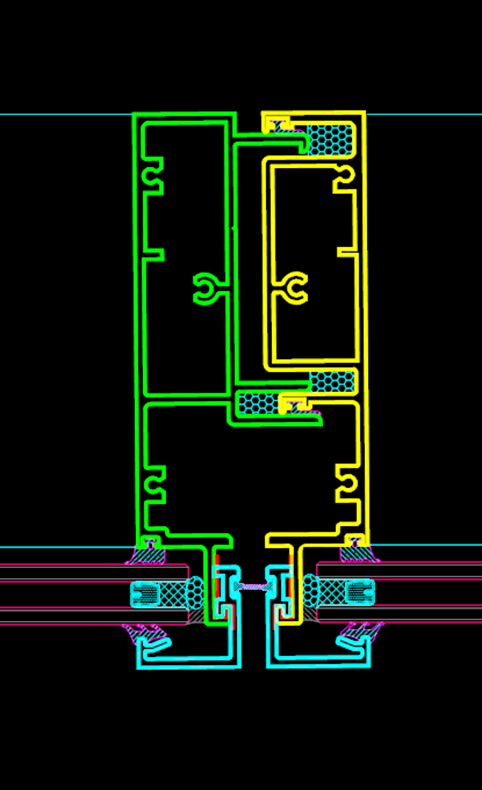
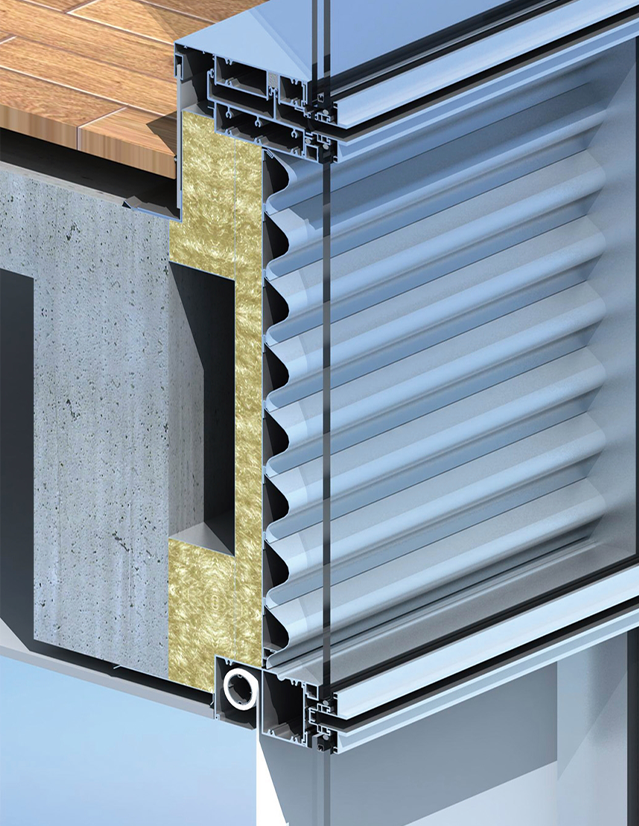
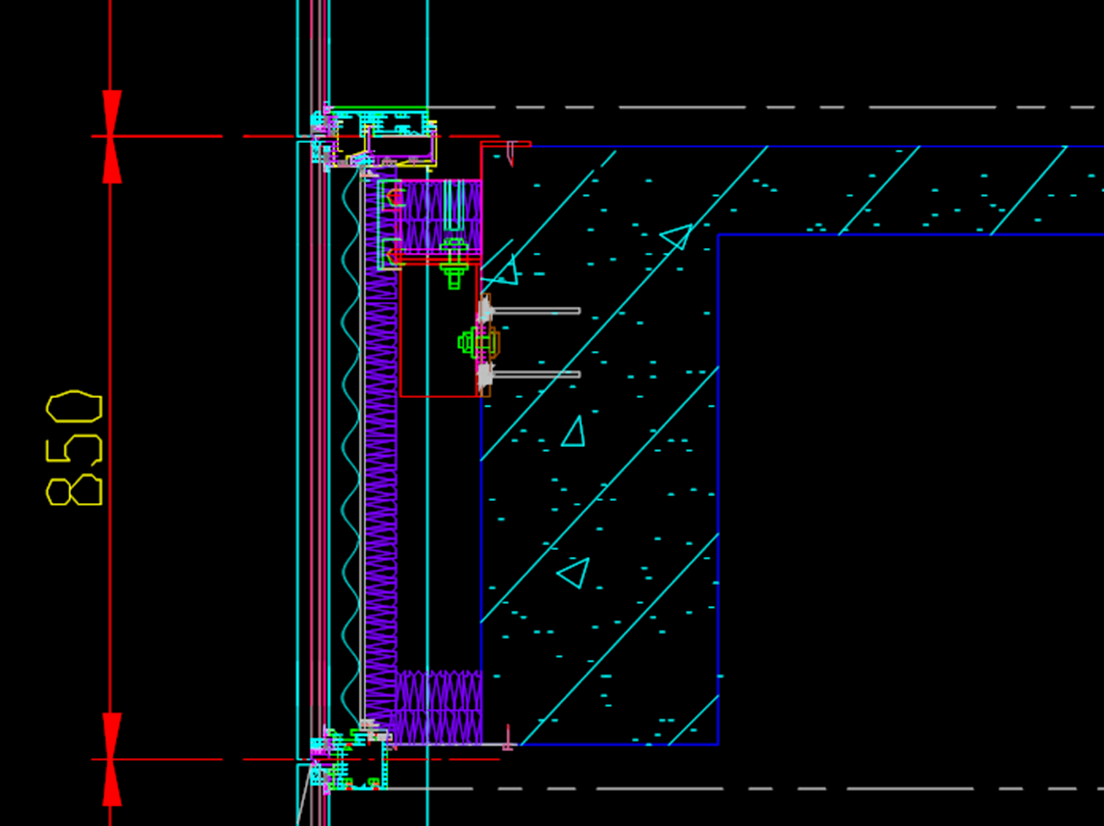
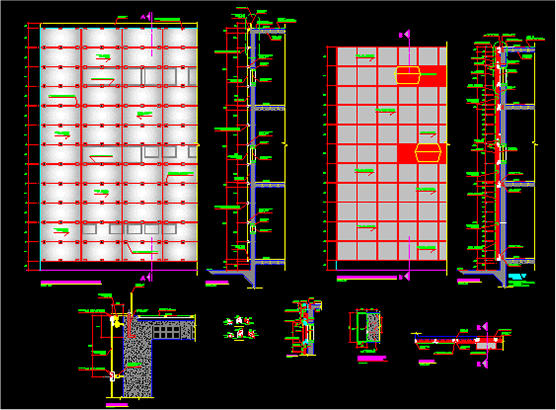
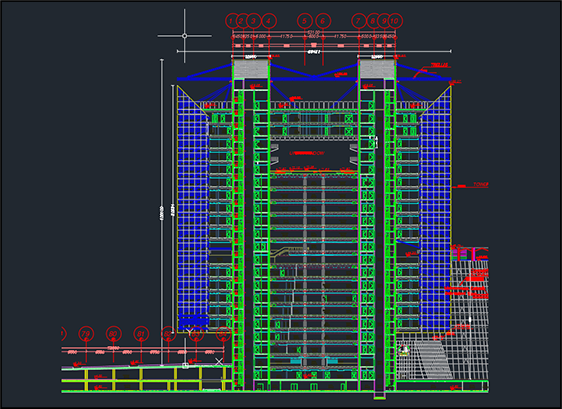
ינסאַליישאַן פּלאַן פון יוניטייזד פאָרהאַנג וואַנט
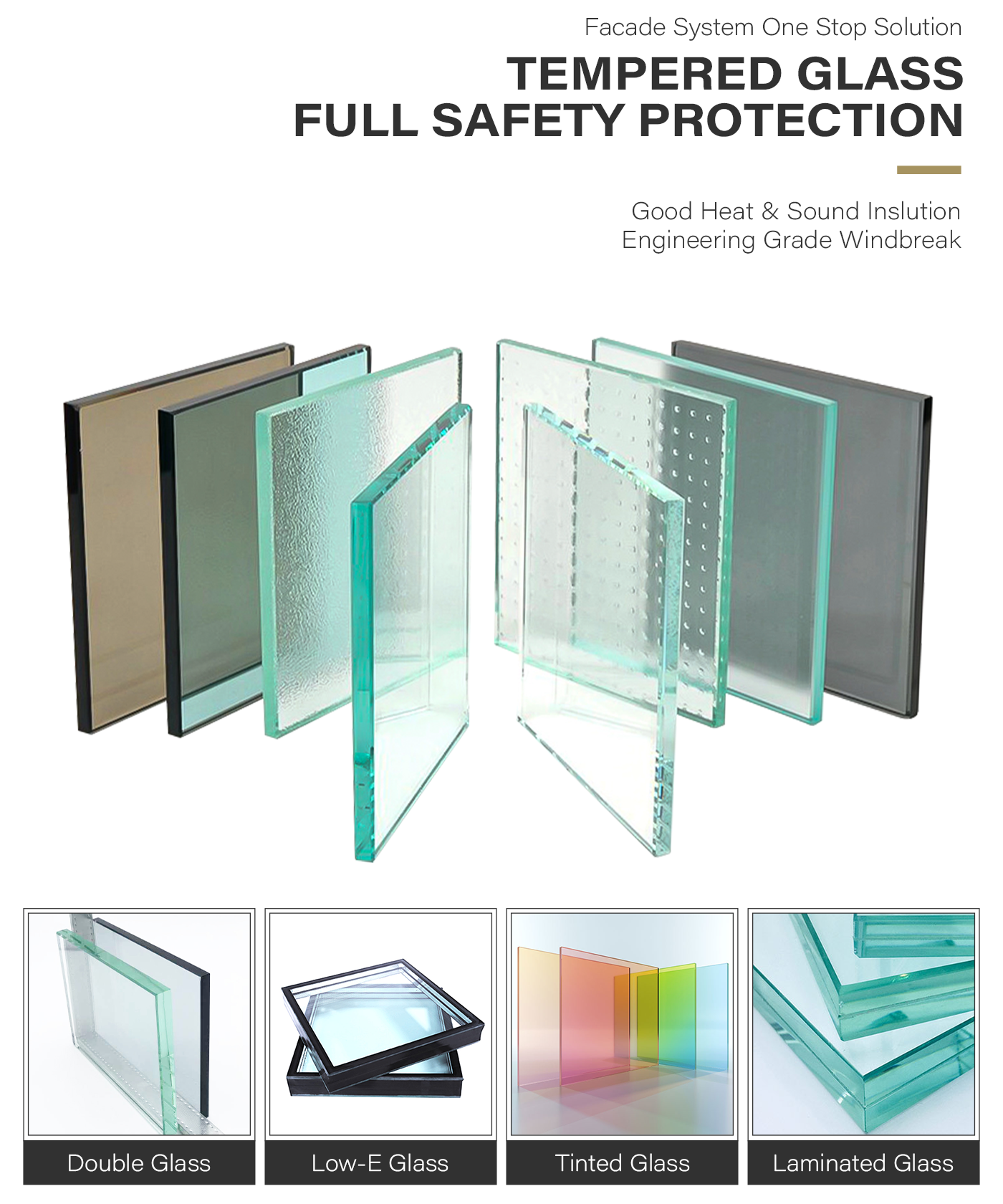
פאָרהאַנג וואַנט און גלאז טעסטינג
פאָרהאַנג וואַנט מיט לייטינג פונקציאָנירן רעקווירעמענץ, די טראַנסמיטטאַנס רעדוקציע פאַקטאָר זאָל נישט זיין ווייניקער ווי 0.45.פאָרהאַנג וואַנט מיט קאָליר דיסקרימינאַציע רעקווירעמענץ, זייַן קאָליר פּערספּעקטיוו אינדעקס זאָל נישט זיין נידעריקער ווי Ra80
די פאָרהאַנג וואַנט וועט זיין ביכולת צו שטיצן זיין אייגן וואָג און די וואָג פון פאַרשידן אַקסעסעריז אין די פּלאַן, און קענען זיין רילייאַבלי טראַנספערד צו די הויפּט סטרוקטור
די מאַקסימום דעפלעקטיאָן פון די האָריזאָנטאַל סטרעסט מיטגליד אין די שפּאַן ביי ביידע ענדס פון אַ איין טאַפליע אונטער נאָרמאַל טויט וואָג זאָל נישט יקסיד 1/500 פון די שפּאַן ביי ביידע ענדס פון די טאַפליע, און נישט יקסיד 3 מם
פאָרהאַנג וואַנט טעמפּערד גלאז זאָל זיין פּראַסעסט דורך הייס טונקען.צווייטיק היץ באַהאַנדלונג, סאָוקינג היץ באַהאַנדלונג, דעטאַניישאַן באַהאַנדלונג, "נאָך באַהאַנדלונג קענען זיין ווייניקער ווי 1/1000 פון די זיך-יקספּלאָוזשאַן קורס" איז קאַמאַנלי געניצט אין ינזשעניעריע




פּאַקקאַגינג & שיפּינג




פריי קאַסטאַמייזד פּלאַן
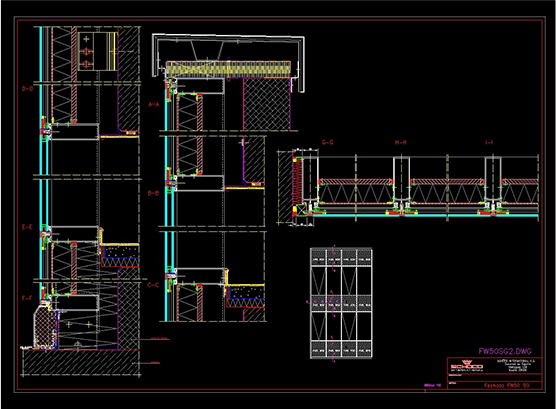
מיר פּלאַן קאָמפּלעקס ינדאַסטריאַל בנינים פֿאַר קלייאַנץ ניצן AutoCAD, PKPM, MTS, 3D3S, Tarch, Tekla Structures (Xsteel) און עטק.
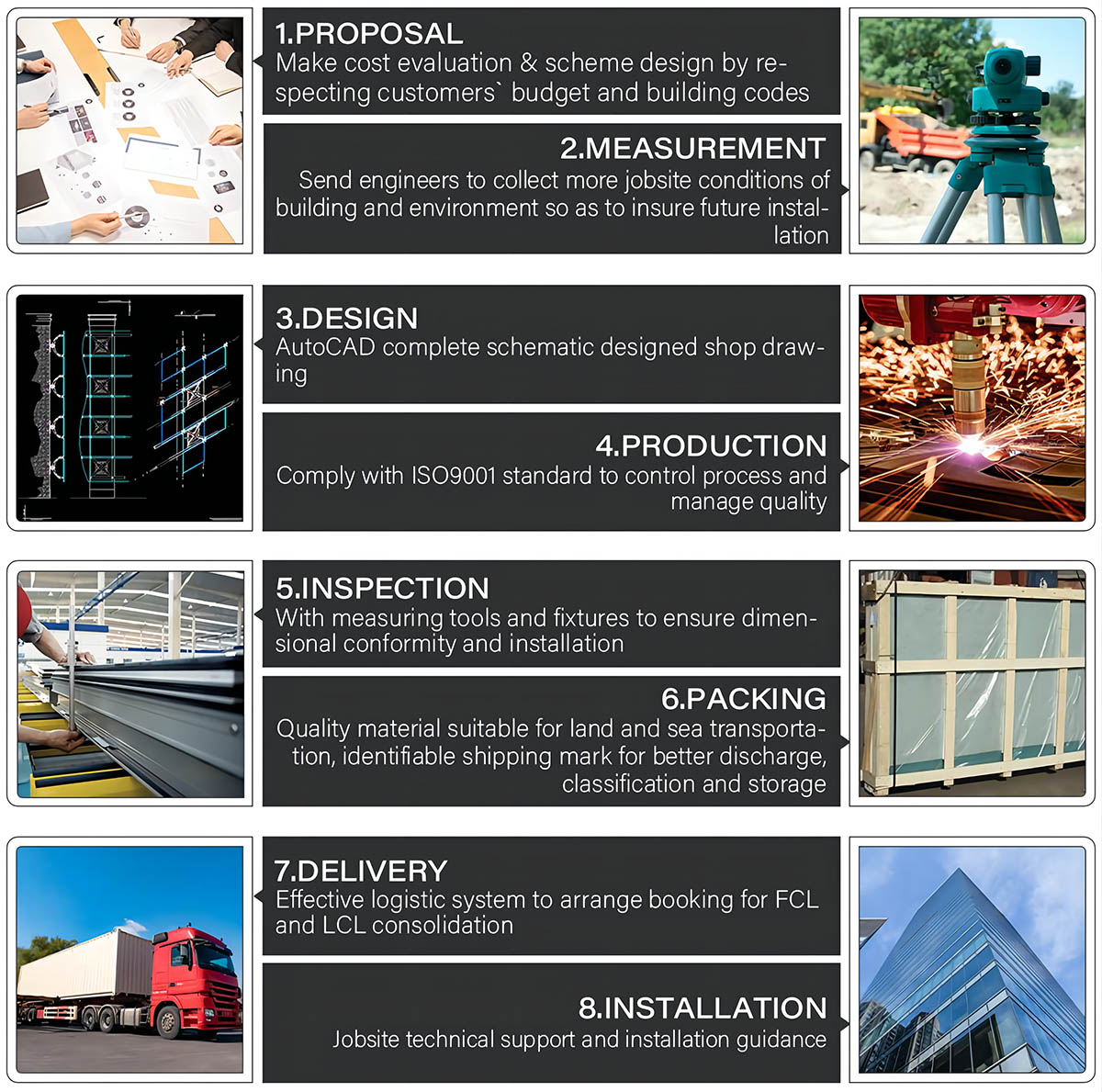
קוסטאָמיזאַטיאָן פּראָצעס
פּראָדוקציע וואָרקשאָפּ איבערבליק

אייַזן וואַרשטאַט

רוי מאַטעריאַל זאָנע 1

אַלומינום צומיש וואַרשטאַט

רוי מאַטעריאַל זאָנע 2
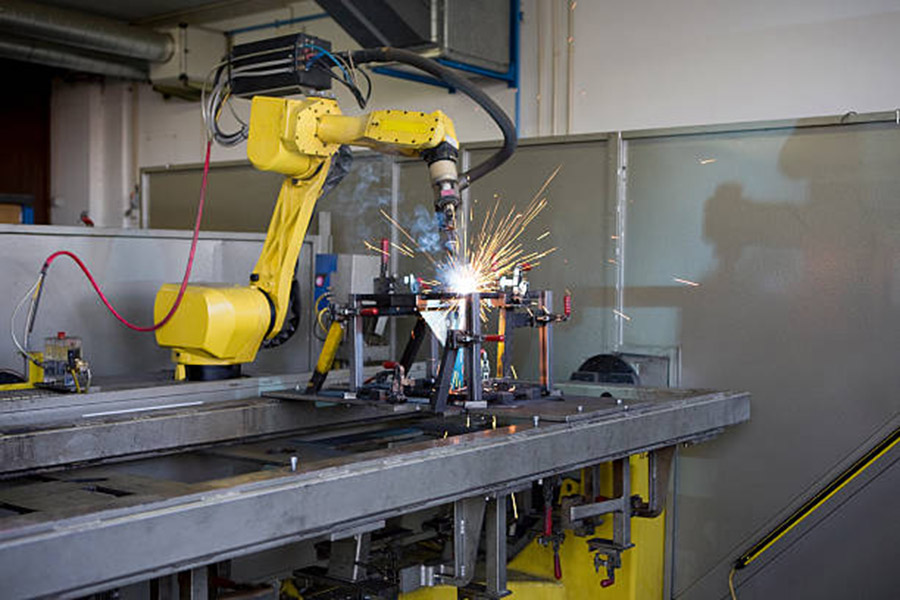
ראָובאַטיק וועלדינג מאַשין אינסטאַלירן אין נייַ פאַבריק.

אָטאַמאַטיק ספּרייינג שטח

קייפל קאַטינג מאשינען
סערטיפיקאַטיאָן אויטאָריטעט







קאָאָפּעראַטיווע פירמע










FAQ
1. וואָס איז דיין מאַנופאַקטורינג צייט?
38-45 טעג דעפּענדס אויף אַראָפּ צאָלונג באקומען און קראָם צייכענונג געחתמעט
2. וואָס מאכט דיין פּראָדוקטן אַנדערש פון אנדערע סאַפּלייער?
שטרענג קוואַליטעט קאָנטראָל און זייער קאַמפּעטיטיוו פּרייַז ווי געזונט ווי פאַכמאַן סאַלעס און ינסטאַלירונג ינזשעניעריע באַדינונגס.
3. וואָס די קוואַליטעט פארזיכערונג איר צוגעשטעלט און ווי טאָן איר קאָנטראָלירן קוואַליטעט?
געגרינדעט אַ פּראָצעדור צו קאָנטראָלירן פּראָדוקטן אין אַלע סטאַגעס פון די מאַנופאַקטורינג פּראָצעס - רוי מאַטעריאַלס, אין פּראָצעס מאַטעריאַלס, וואַלאַדייטאַד אָדער טעסטעד מאַטעריאַלס, פאַרטיק סכוירע, עטק.
4. ווי צו באַקומען די פּינטלעך ציטאַט?
אויב איר קענען צושטעלן די פאלגענדע פּרויעקט דאַטן, מיר זענען ביכולת צו פאָרשלאָגן איר אַ פּינטלעך ציטאַט.
פּלאַן קאָד / פּלאַן נאָרמאַל
זייַל שטעלע
מאַקסימום ווינט גיכקייַט
סייזמיק מאַסע
מאַקסימום שניי גיכקייַט
מאַקסימום רעגן




